

China IBC Tank: The Complete Guide for Industrial Storage and Transport
2026-05-27
When it comes to industrial storage and transport in China, few solutions match the versatility of IBC tanks. From chemical processing to food-grade logistics, these containers are quietly reshaping supply chains across the country. In this complete guide, we’ll break down the essentials—types, regulations, and best practices—with insights from DYE, a name synonymous with quality and reliability in the IBC industry. Whether you’re sourcing for a new project or optimizing existing operations, this deep dive promises practical knowledge that cuts through the noise.
Understanding China’s IBC Tank Manufacturing Landscape
China’s IBC tank manufacturing sector has evolved into a sprawling ecosystem, with production hubs clustered around Shanghai, Jiangsu, and Shandong. These regions host a dense network of factories, material suppliers, and logistics providers, creating a supply chain that thrives on speed and scale. Walk through any industrial park there, and you’ll see rows of stainless steel and plastic containers taking shape, often within weeks of an order being placed—a tempo that few other countries can match without sacrificing basic build quality.
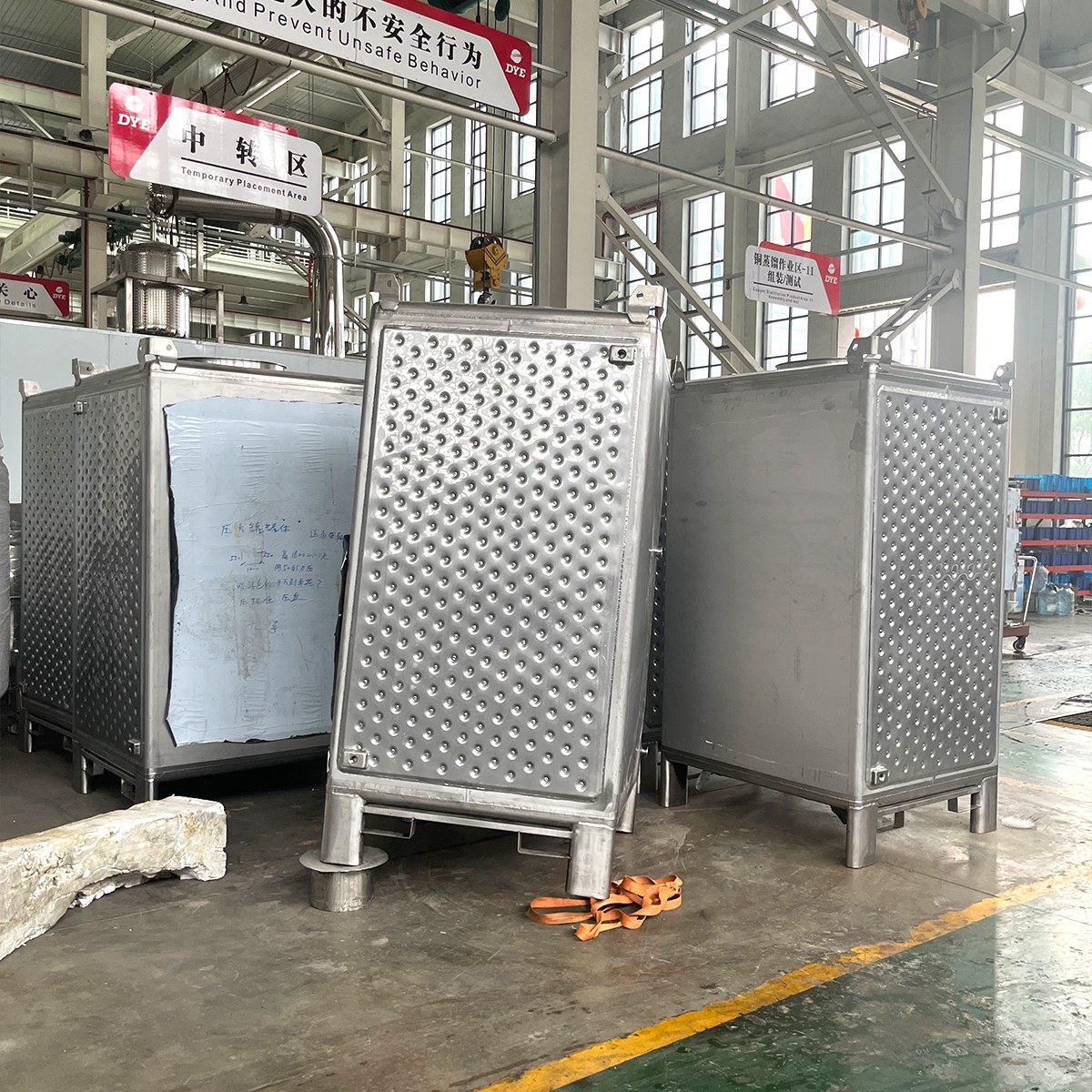
The product range here goes far beyond the standard 1,000-liter cube. You’ll find tanks reinforced for heavy sludges, lined with exotic resins for aggressive acids, or fitted with heating jackets for temperature-sensitive liquids. Many workshops blend robotic welding with hand-finishing, allowing them to tweak baffle placements or valve fittings on the fly. It’s this mix of high-tech and artisanal that lets them serve niche chemical and food-grade markets without the long lead times typical of European counterparts.
Under the surface, the landscape is also shaped by a quiet push toward traceability and environmental compliance. Yes, the price points remain aggressive, but leading manufacturers now carry UN/DOT certifications and run in-house hydrostatic testing rigs that would look familiar to a German engineer. Meanwhile, a growing number are experimenting with recycled steel and solvent-free coatings—not because regulations force their hand, but because larger overseas buyers are starting to ask tougher questions during factory audits.
Material Choices and Their Impact on Chemical Compatibility
Selecting the right material for chemical handling isn’t just a technical checkbox—it can mean the difference between a system that thrives for decades and one that crumbles in weeks. Materials react in unpredictable ways when exposed to aggressive fluids; a polymer that stands up beautifully to alcohols might swell or crack when in contact with ketones. Metals face their own battles with corrosion, pitting, or stress cracking depending on the chemical environment. This interplay between substance and substrate is rarely straightforward, demanding a careful look at concentration, temperature, and even trace impurities that can tip the scales toward failure.
Beyond simple resistance, material choices influence safety margins and maintenance costs in ways that spec sheets often don’t capture. Take gaskets in a solvent transfer line: a fluoropolymer might offer near-universal compatibility but at a price and stiffness penalty, while a more affordable elastomer could harden and leak after a few heat cycles. These trade-offs ripple through design decisions, forcing engineers to weigh chemical resistance against mechanical demands like flexibility or thermal expansion. Ignoring compatibility invites slow degradation that can contaminate products or, worse, trigger sudden equipment failures with far-reaching consequences.
Real-world experience frequently upends textbook assumptions about material behavior. A container rated for a specific acid might fail prematurely thanks to a minor additive that attacks grain boundaries, or a hose might delaminate internally because of a compatibility gap no one thought to check. The ripple effect of such oversights extends from lab benchtops to full-scale production, turning a simple material choice into a linchpin of process reliability. Treating compatibility as a dynamic—rather than check-the-box—exercise opens the door to longer-lasting systems and fewer midnight calls about leaks.
Design Innovations Driving Safety and Efficiency
Modern engineering has shifted toward integrating safety and efficiency directly into the design phase rather than treating them as afterthoughts. From automotive crumple zones that absorb impact more effectively to aircraft winglets that reduce drag while maintaining structural integrity, every curve and material choice now serves a dual purpose. This fusion of form and function not only saves lives but also cuts operational costs significantly.
One standout example is the use of generative design algorithms, which explore thousands of configurations to find the optimal balance between lightweight structures and crashworthiness. These tools enable engineers to remove excess material without compromising strength, leading to vehicles and machinery that consume less energy yet withstand higher stresses. The result is a new breed of products where safety enhancements simultaneously boost performance.
Another frontier is the integration of smart materials and real-time monitoring systems. Structures embedded with sensors can now detect and report stress, fatigue, or damage long before failure occurs, allowing for predictive maintenance. This proactive approach minimizes downtime and prevents catastrophic accidents, proving that the smartest designs are those that continuously learn from their own condition.
Customization Options for Specialized Industrial Needs
Every industry has its own unique set of challenges, which is why our solutions are crafted to adapt, not the other way around. From material selection to component configuration, customers can specify parameters that match their operational environment, whether it involves high-temperature resistance, corrosive chemicals, or strict hygiene standards. This approach ensures that the equipment you invest in today will remain compatible as your processes evolve.
Beyond hardware, our customization extends to control systems and software integration. We work closely with engineering teams to fine-tune performance curves, add specialized monitoring features, or implement proprietary communication protocols, allowing seamless integration into existing smart factory ecosystems. The result is a tailor-made solution that feels purpose-built from the ground up.
Throughout the design and production phases, we maintain open channels for feedback and adjustment. Rather than presenting a generic catalog of options, we engage in a collaborative engineering dialogue to identify the best configuration for your specific throughput, precision, or safety requirements. This partnership model means you receive equipment that not only fits your current parameters but can also accommodate future growth without costly retrofits.
Navigating Regulatory Standards and Quality Certifications
Entering new markets means deciphering a maze of regulations that vary dramatically across borders. What passes inspection in one country might fail in another, turning compliance into a strategic puzzle rather than a simple checklist. Teams that thrive are those who treat these standards not as hurdles but as design constraints shaping safer, more reliable products from the outset. They embed regulatory thinking into every stage of development, from material sourcing to final packaging, ensuring that certification isn’t a last-minute scramble but a natural outcome of thoughtful engineering.
Quality certifications often demand more than paperwork—they require a cultural commitment to consistency and traceability. Factories we’ve worked with in Shenzhen and Bangalore didn’t just rewrite procedure manuals; they reimagined workflows so that each production step generates a digital fingerprint. This shift turned audits from tense interrogations into collaborative reviews, where inspectors could see real-time data instead of static logs. The result wasn’t just a certificate on the wall but a tangible drop in defect rates, proving that the rigor of certification can directly fuel operational discipline.
The smartest players recognize that standards are living documents, shifting with new research and public sentiment. A compliance strategy frozen in time is a liability, so regular cross-functional reviews—bringing engineers, legal experts, and customer support together—help anticipate changes before they become disruptive. Instead of reacting to enforcement actions, proactive firms use regulatory evolution as a competitive intelligence tool, spotting trends that signal where the market is heading next.
Practical Tips for Sourcing and Supplier Evaluation
Building a reliable supply chain starts with a clear-eyed view of what your business actually needs—beyond just price. Map out the non-negotiables: quality standards, lead times, payment flexibility, and after-sales support. It helps to rank these factors by priority so you don't get dazzled by a low quote and overlook critical weaknesses. Talk to colleagues in different departments; the warehouse team might flag packaging issues you never considered, while sales could highlight delivery hiccups that lose customers.
Once you've shortlisted potential suppliers, dig deeper than glossy brochures and polished websites. Request samples from different production batches, not just hand-picked prototypes. If feasible, visit their facilities unannounced or hire a local third-party inspector—watching how workers interact with equipment often reveals more than any audit report. Pay attention to their communication style too: slow, evasive replies now often signal bigger problems post-contract.
Finally, treat evaluation as an ongoing conversation, not a one-off checkbox exercise. Set up regular check-ins that focus on improvement rather than blame, and encourage suppliers to flag challenges early. Share your own forecasts and seasonal swings so they can plan capacity better. A partner who feels heard is more likely to go the extra mile when disruptions hit—and that mutual trust becomes your real competitive edge.
FAQ
An IBC tank, or Intermediate Bulk Container, is a reusable industrial vessel designed for the bulk storage and transport of liquids, pastes, and granular materials. In China, it has become a staple in sectors like chemicals, food processing, and pharmaceuticals due to its stackable cubic design, which maximizes warehouse space and cuts shipping costs. Most Chinese‑made IBCs feature a blow‑molded HDPE inner container protected by a galvanized steel cage, offering a balance of durability and lightweight handling.
China’s extensive petrochemical supply chain and advanced molding technologies allow local producers to offer IBC tanks at competitive prices without sacrificing quality. Many factories operate fully automated lines that integrate leak‑testing and weight calibration. The proximity to raw material sources such as polyethylene and steel keeps production costs low, while adherence to UN 31HA1/Y certification ensures that export‑grade units meet global standards for dangerous goods handling.
Beyond the standard 1,000‑liter composite IBC, Chinese manufacturers provide a wide range: smaller 500L and 800L models for limited spaces, all‑plastic IBCs for high‑purity chemicals, foldable designs for return logistics, and heavy‑duty stainless steel IBCs for elevated temperatures or sanitary processes. There are also anti‑static and UV‑stabilized versions for flammable substances or outdoor storage, often customizable with different valve types, gaskets, and pallet bases.
The chemical industry is the largest user, employing IBCs for solvents, acids, and intermediates. Food producers use them for edible oils, syrups, and liquid sweeteners, often in aseptic bag‑in‑box configurations. The pharmaceutical sector utilizes IBCs for purified water and API intermediates under strict GMP conditions. Additionally, agriculture uses IBCs for liquid fertilizers and pesticides, while cosmetics and detergent manufacturers adopt them for bulk surfactants and fragrances.
Start by verifying that the tank carries the UN 31HA1/Y marking, which certifies it for specific hazard classes and packing groups. Match the inner container material and gasket to the chemical’s compatibility chart – for example, use EPDM gaskets with alkalis but PTFE with aggressive solvents. Consider pressure requirements: a standard IBC handles up to 0.5 bar, but you may need a reinforced design for loading or discharge by pump. For flammable liquids, anti‑static models and proper grounding are essential, and the valve should be positioned to prevent damage during forklift handling.
After each use, thoroughly triple‑rinse the inner container to remove residues and inspect for stress cracks, especially around the valve boss and cage welds. Replace worn‑out valve seals and caps immediately to maintain leak integrity. For steel cages, a periodic wash and anti‑rust treatment extends life in humid climates. Many Chinese suppliers offer on‑site reconditioning services that include pressure testing and cage replacement, or you can use certified reconditioners who recertify the UN mark. Always store empty IBCs upright with lids loosely closed to prevent vacuum collapse.
Yes, customization is a major advantage when sourcing from China. You can specify the pallet type (wood, steel, or plastic) to comply with ISPM 15 for international shipments. Valve options range from standard ball valves to butterfly or piston types, with various thread sizes (S60x6, D51, etc.) to match regional connectors. Logos, capacity markings, and safety labels can be silk‑screened or hot‑stamped. For automated filling lines, some manufacturers offer IBCs with top discharge or integrated level sensors, and even provide RFID tags for supply chain tracking.
The market is shifting toward sustainability and IoT integration. Chinese producers are exploring lighter, high‑molecular‑weight HDPE liners that reduce plastic use without compromising strength. Foldable IBCs with reinforced corners are gaining traction for return logistics, slashing carbon footprints. On the smart side, embedded sensors now monitor temperature, tilting, and location in real time, sending alerts via 4G/NB‑IoT to fleet managers. Additionally, aseptic IBCs with steam‑sterilizable linings are being developed for the booming biopharma sector, and there is growing adoption of recycled content in cages to meet circular economy goals.
Conclusion
China’s IBC tank industry has evolved into a dynamic and highly specialized manufacturing ecosystem, driven by decades of industrial growth and a deep-seated expertise in materials engineering. At the heart of this landscape is a nuanced understanding of how material choices—from high-density polyethylene to stainless steel alloys—directly influence chemical compatibility, ensuring that tanks can safely store everything from corrosive acids to food-grade liquids. Manufacturers now routinely integrate design innovations such as anti-gravity discharge systems, stackable reinforcement ribs, and integrated pallet bases, which not only boost safety by preventing leaks and structural failures but also streamline logistics efficiency during storage and transport. These advancements are paired with a robust customization culture, where clients can specify exact dimensions, valve configurations, gasket materials, and even static protection features to meet niche industrial requirements, whether for pharmaceuticals, petrochemicals, or agrochemical sectors.
Navigating the regulatory standards in China’s IBC tank sector is equally critical, as quality certifications like UN/DOT approvals, ISO 16467, and China’s own GB standards serve as non-negotiable benchmarks for international buyers. The most reputable suppliers invest in rigorous third-party testing and maintain full traceability of raw materials, a practice that discerning procurement teams should verify through factory audits and capacity assessments. In practice, sourcing from China demands a methodical approach: beyond price comparisons, evaluating a manufacturer’s track record in managing chemical compatibility tests and their adherence to design safety protocols can make the difference between a reliable long-term partnership and costly supply chain disruptions. Ultimately, the complete guide to China IBC tanks reveals a sector where technical mastery, customization agility, and a strict compliance framework converge to deliver solutions that few other global markets can match in both scale and ingenuity.
Contact Us
Contact Person: Ada Xu
Email: [email protected]
Tel/WhatsApp: 0577-86806088
Website: https://www.dayuwz.com/

